鑒于昨天結(jié)尾有一點(diǎn)程序漏發(fā)了,今天特意來補(bǔ)上,

文章插圖
例1(絕對(duì))
%1008
N1 T0101
N2 M03 S400
N3 G00 X90Z20
【30個(gè)例子 數(shù)控車床編程基礎(chǔ)指令 數(shù)控車床編程實(shí)例詳解】N4 G00 X0 Z3
N5 G01 Z0 F0.1
N6 G03 X30 Z-15 R15
(N6 G03 X30 Z-15 I0 K-15)
N7 G01 Z-30
N8 X36
N9 G00 X90 Z20
N10 M05
N11 M30三、進(jìn)刀和退刀方式
進(jìn)刀時(shí)采用快速走刀接近工件切削起點(diǎn)附近的某個(gè)點(diǎn),再改用切削進(jìn)給,以減少空走刀的時(shí)間,提高加工效率 。
切削起點(diǎn)的確定與工件毛坯余量大小有關(guān),應(yīng)以刀具快速走到該點(diǎn)時(shí)刀尖不與工件發(fā)生碰撞為原則 。
退刀時(shí),沿輪廓延長線工件退出至工件附近,再快速退刀 。一般先退X軸 , 后退Z軸 。

文章插圖
四、 絕對(duì)編程與增量編程
數(shù)控編程通常都是按照組成圖形的線段或圓弧的端點(diǎn)的坐標(biāo)來進(jìn)行的 。
絕對(duì)編程:指令輪廓終點(diǎn)相對(duì)于工件原點(diǎn)絕對(duì)坐標(biāo)值的編程方式 。
增量編程:指令輪廓終點(diǎn)相對(duì)于輪廓起點(diǎn)坐標(biāo)增量的編程方式 。
有些數(shù)控系統(tǒng)還可采用極坐標(biāo)編程
絕 對(duì) 編 程 和 增 量 編 程
在越來越多車床中
X、Z表示絕對(duì)編程
U、W表示增量編程
允許同一程序段中二者混合使用
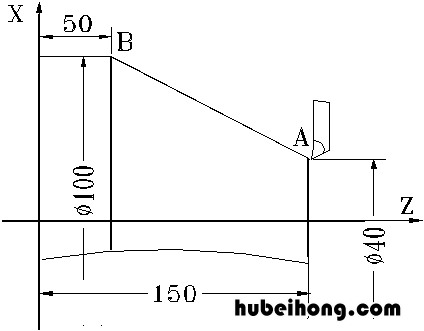
直線A→B ,可用:
絕對(duì): G01 X100.0 Z50.0;
相對(duì): G01 U60.0 W-100.0;
混用: G01 X100.0 W-100.0;
或 G01 U60.0 Z50.0;
文章插圖
3、T 指令建立工件坐標(biāo)系
越來越多的數(shù)控車床采用 T 指令建立工件坐標(biāo)系 。
把對(duì)刀過程記錄的坐標(biāo)值以MDI方式輸入到某刀偏表地址碼中(如 01 地址號(hào)),則在編程中直接用指令 TXX01 即可自動(dòng)按機(jī)床坐標(biāo)系的絕對(duì)偏置坐標(biāo)關(guān)系建立起工件坐標(biāo)系 。
這種方式與 G54 預(yù)置的方式實(shí)質(zhì)是一樣的,只不過不用去記錄和計(jì)算預(yù)置的 X、Z軸坐標(biāo),而是數(shù)控系統(tǒng)自動(dòng)計(jì)算這兩個(gè)值 。
二、有關(guān)單位設(shè)定
1、尺寸單位選擇:
格式:G 20 英制輸入制式 英寸輸入
G 21 公制輸入制式 毫米 輸入 (默認(rèn))
2、進(jìn)給速度單位的設(shè)定
每分鐘進(jìn)給 G98 :mm/min
每轉(zhuǎn)進(jìn)給 G99 :r/mm (默認(rèn))
以上均為模態(tài)指令,可互相注銷.
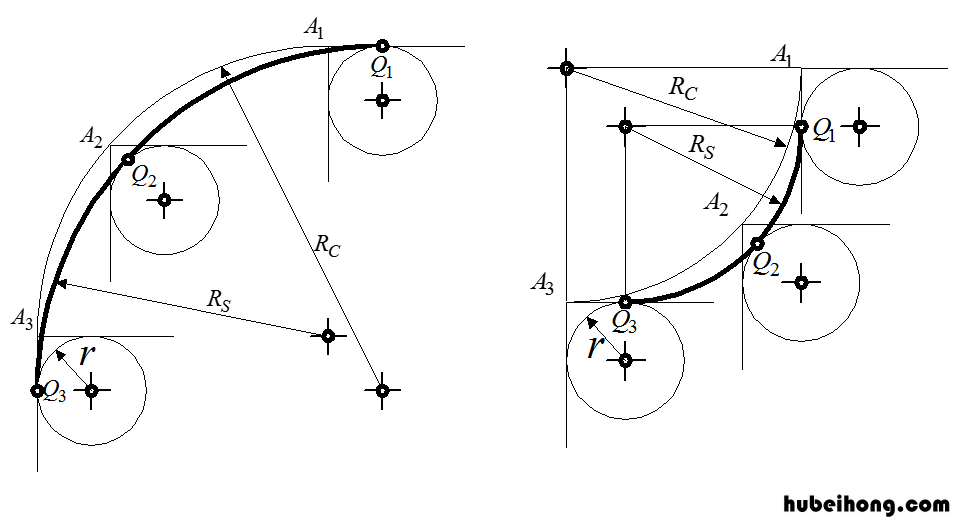
刀具刀尖圓弧半徑補(bǔ)償G40、G41、G42指令
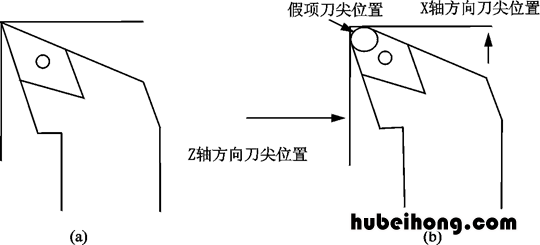
刀具半徑和假想刀尖的概念 。
1)刀尖半徑:即車刀刀尖部分為一圓弧構(gòu)成假想圓的半徑值,一般車刀均有刀尖半徑,用于車外徑或端面時(shí),刀尖圓弧大小并不起作用,但用于車倒角、錐面或圓弧時(shí) , 則會(huì)影響精度,因此在編制數(shù)控車削程序時(shí),必須給予考慮 。
G40:取消刀具半徑補(bǔ)償
G41:刀具半徑左補(bǔ)償
G42: 刀具半徑右補(bǔ)償
注意:該指令寫在G00或G01前面
文章插圖
刀具圓弧半徑誤差實(shí)例
文章插圖
一 。G41(左偏刀具半徑補(bǔ)償):刀具在工件的左側(cè),則用該指令補(bǔ)償 。
二 。G42(右偏刀半徑補(bǔ)償):刀具在工件的右側(cè),則用該指令補(bǔ)償,圖3–16所示為根據(jù)刀具與零件的相對(duì)位置及刀具的運(yùn)動(dòng)方向選用G41或G42指令 。
總之,加工外徑用G42, 加工內(nèi)徑用G41.

文章插圖
假想刀尖的位置如下圖

文章插圖
N1 T0101
N2 M03 S400
N3 G00 X40 Z5
N4 G00 X0
N5 G01 G42Z0 F60
N6 G03 U24 W-24 R15
N7 G02 X26 Z-31 R5
N8 G01 Z-40
N9 G00 X30
N10 G40X40 Z5
N11 M30

文章插圖
好的,大致內(nèi)容以更新完畢 , 喜歡的朋友可以多多支持一下
- 數(shù)控車床車螺紋參數(shù)設(shè)置 數(shù)控車床車螺紋計(jì)算公式
- 快充對(duì)汽車有傷害嗎 快充對(duì)車好嗎
- 星恒鋰電池 知乎 星恒鋰電池技術(shù)
- 固態(tài)硬盤與普通硬盤需用分開分區(qū)嗎 固態(tài)硬盤與普通硬盤的差別
- 貝店的東西質(zhì)量怎么樣,是正品嗎? 貝店產(chǎn)品都是正品嗎
- 大敗局講的是什么 大敗局在線閱讀
- 5g承載網(wǎng)的作用是 5g承載網(wǎng)絡(luò)架構(gòu)和技術(shù)方案
- 電動(dòng)車充電器發(fā)出噪音 電動(dòng)車充電時(shí)候充電器有噪音怎么辦
- 電動(dòng)車充電器噪音大有危險(xiǎn)嗎視頻 電動(dòng)車充電器噪音大有危險(xiǎn)嗎安全嗎